
* GadgetBuilder.com *
Last Modified:
Click to Enlarge
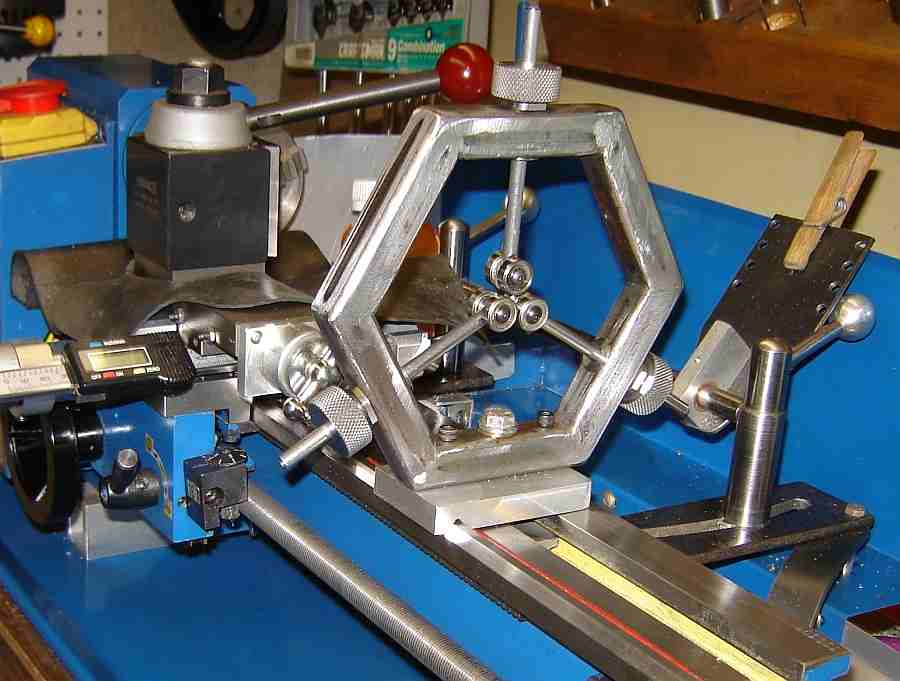
I needed a lathe steady rest to build the Broadley spindle for the Brooks grinder (kind of a knee bone connected to the ankle bone thing :-). I liked the steady that Engineman built for his 7x lathe so I decided to copy that idea but make it slightly larger so it could be used on my Rockwell 10" lathe too, by changing the base.
 The sides of the hexagon are 3/4" steel tube 3.5" long on the outside edge. I set the bandsaw to the appropriate angle very carefully and sawed the material to length, then assembled the hexagon temporarily as shown, holding the pieces together with a piece of wire. (Ends were chamfered prior to welding.)
The sides of the hexagon are 3/4" steel tube 3.5" long on the outside edge. I set the bandsaw to the appropriate angle very carefully and sawed the material to length, then assembled the hexagon temporarily as shown, holding the pieces together with a piece of wire. (Ends were chamfered prior to welding.)
The assembly was held in the small vise as shown and the joint in the vise was MIG'ed front and then back. The assembly was rotated to the next joint, etc. until five of the 6 joints were welded. There is always a little warping when welding something like this but by holding each joint in the vise and welding both sides before proceeding, the warpage was minimized. With one joint still un-welded, a little "persuasion" with a hammer corrected this and then the final joint was clamped and welded. The result was flat within about 1/16". This was my first MIG project so the welds were a little rough and several had to be filed down and gone over a second time to accommodate my poor technique. However, the hexagon is clearly far stronger than needed in this application - despite my welding.
 I use a specialized "collet" to lock the steady fingers in position, with ball bearings on the end of each finger to reduce friction. I made what is effectively a specialized 1/4" pin vise to grip each of the 1/4" fingers, with a collet in each vise. Each pin vise is held in its 1/2" mounting hole with a 1/8" thick nut with 2 flats. A large knurled nut on the outer end of each vise locks the collet onto the finger and locks the collet into the pin vise simultaneously. The collets are made from 3/8" drill rod, drilled and then reamed to 1/4", a 15° angle put on the end; the pin vises were reamed to 15° using the reamer previously made for the HoneDrill pin vise. The simple collets used here are slit 0.015" wide on only one end. I was unsure how well this scheme would work in preventing the fingers from twisting so I made fairly large knurled nuts; the collet locks solidly with little torque so smaller nuts would work fine.
I use a specialized "collet" to lock the steady fingers in position, with ball bearings on the end of each finger to reduce friction. I made what is effectively a specialized 1/4" pin vise to grip each of the 1/4" fingers, with a collet in each vise. Each pin vise is held in its 1/2" mounting hole with a 1/8" thick nut with 2 flats. A large knurled nut on the outer end of each vise locks the collet onto the finger and locks the collet into the pin vise simultaneously. The collets are made from 3/8" drill rod, drilled and then reamed to 1/4", a 15° angle put on the end; the pin vises were reamed to 15° using the reamer previously made for the HoneDrill pin vise. The simple collets used here are slit 0.015" wide on only one end. I was unsure how well this scheme would work in preventing the fingers from twisting so I made fairly large knurled nuts; the collet locks solidly with little torque so smaller nuts would work fine.
The pin vise was turned from 5/8" 12L14 steel and threaded 1/2" 28tpi - this material turns and threads beautifully. The pin vise is 1.29" long and the collet is 1.25" long. The knurled nut is 1.1" OD (could be smaller) 1/2" thick, bored out 0.40 deep to 0.457 and threaded 28tpi as deeply as possible (I turned the chuck by hand). It is important that the 1/4" hole through the pin vise/collet/lock nut line up so it required some planning of the machining order to ensure this.
The ball bearings are 696ZZ type (liberated from defunct VCR's); their OD is 0.590 so they can hold work a bit under 1/8".
The base is 1/2" aluminum, where the hexagon is bolted to it using two 10-32 socket head bolts. The hexagon size was chosen so it is on center with this base.
Since the Rockwell is a 10", the steady needs a 1.5" block to get it to the right height. Eventually the
hexagon will be painted to match one of the lathes it is used on...
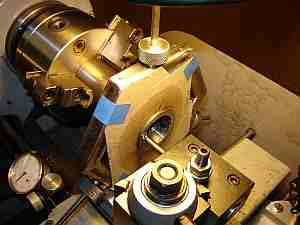 Here the steady is being used while threading the 2" Broadley spindle body for the Brooks grinder. The cardboard shield taped to the hexagon keeps chips away from the rollers - my concern is a chip might jam between the work and one of the ball bearings, causing trouble. The bearings "polish" a pair of tracks on the work but this mark isn't enough to feel.The steady bearings do make some noise in use, about as much as the headstock bearings, i.e. a modest hiss, clearly heard while turning the chuck by hand but not when powered.
Here the steady is being used while threading the 2" Broadley spindle body for the Brooks grinder. The cardboard shield taped to the hexagon keeps chips away from the rollers - my concern is a chip might jam between the work and one of the ball bearings, causing trouble. The bearings "polish" a pair of tracks on the work but this mark isn't enough to feel.The steady bearings do make some noise in use, about as much as the headstock bearings, i.e. a modest hiss, clearly heard while turning the chuck by hand but not when powered.
The concept seems to scale well, this version is from 3" square tube!
If you have a comment on this site or its contents,
click here.