
* GadgetBuilder.com *
Last Modified:
Click to Enlarge
Diamond is the hardest known material so it is an obvious choice for grinding and is often used to grind carbide tooling. Diamond wheels are not recommended for grinding HSS because the heat causes the diamond to dissolve in the steel. The way around this is to rotate the diamond wheel slowly to keep the heat low enough so the diamond isn't damaged. The Leonard Grind-R-Lap (shown above) was the first to commercialize the low speed diamond grinder idea but this idea has been used by others since: Accu-Finish, Cold Grind, Enco, Eskimo, K-K Calamar, SPI, Victory and possibly others. Most of these companies, including Leonard, have ceased making these grinders. Information on these great machines seems to be in short supply so here's a manual(11mb pdf); the following notes are from examining and using this machine.
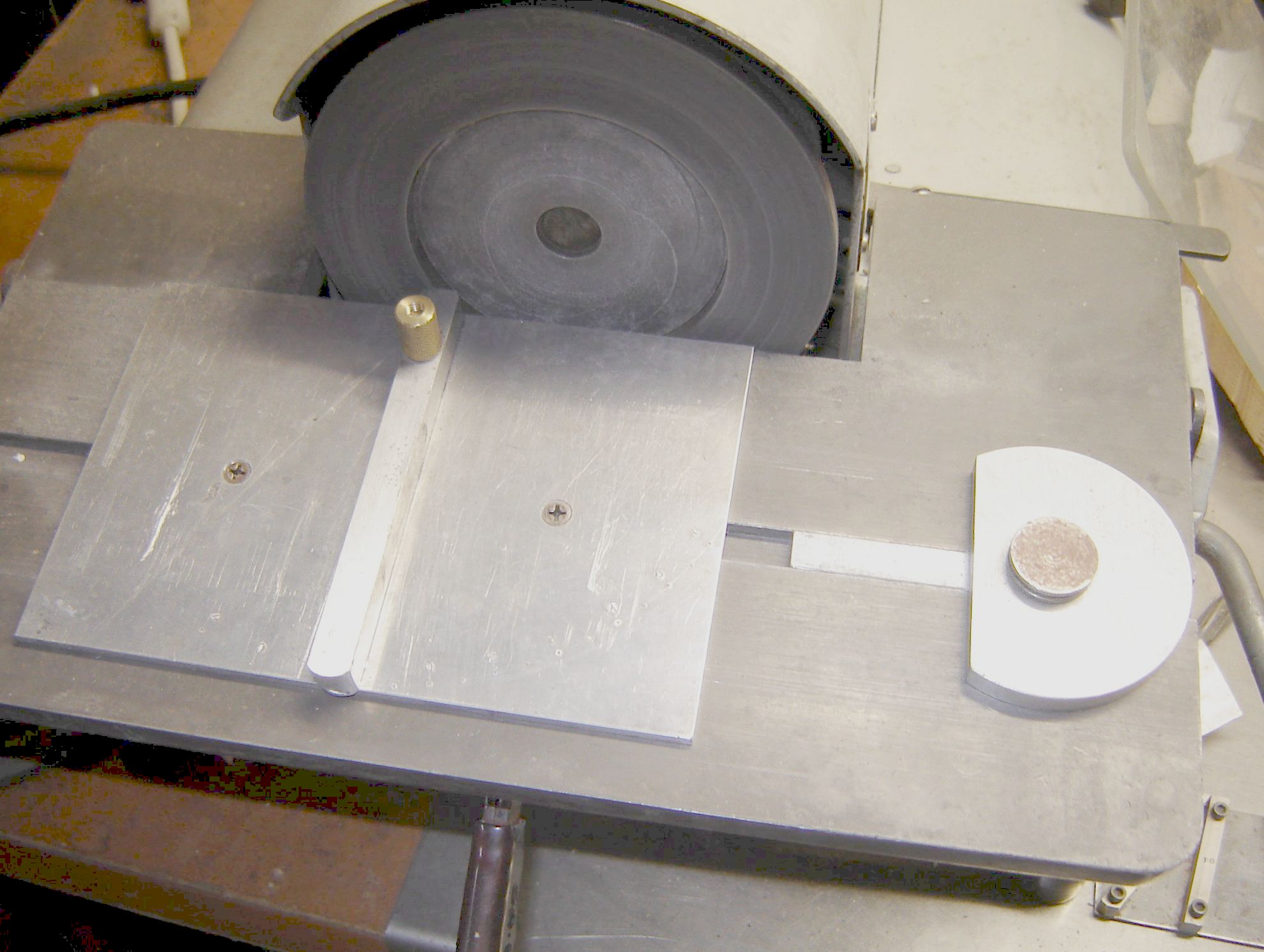
The Leonard design is elegantly simple with a surprising economy of parts considering its capability. The diamond wheels are 5" diameter with a 3" hole, held to the spindle magnetically; this allows changing wheels/grits in seconds. Most wheels use plating to hold the diamond grit but composite wheels were also available. The 1" wide wheel oscillates sideways so when a tool is presented to the center of the plated area it actually uses most of the width; this avoids wearing grooves in the diamond abrasive. The oscillation can be stopped to allow grinding certain small features onto a tool.
 The grinder is comprised of three major cast aluminum assemblies: the power unit, the case, and the table (shown at right, click to enlarge). The power unit mounts in the case on two bearings, one bearing is seen at the bottom of the power unit. This bottom view shows the sparse internals. The 1740 RPM motor is stepped down about 5:1 by the pulleys to provide a wheel RPM of about 350. The wobbulator is a small eccentric wheel, seen peeking out of its support in the top of the case; the spindle shaft rides on and drives this wheel so its eccentricity causes the grinding wheel to shift side-to-side about once per second. Gravity plus a small spring (behind the motor) hold the spindle shaft against the wobbulator wheel.
The grinder is comprised of three major cast aluminum assemblies: the power unit, the case, and the table (shown at right, click to enlarge). The power unit mounts in the case on two bearings, one bearing is seen at the bottom of the power unit. This bottom view shows the sparse internals. The 1740 RPM motor is stepped down about 5:1 by the pulleys to provide a wheel RPM of about 350. The wobbulator is a small eccentric wheel, seen peeking out of its support in the top of the case; the spindle shaft rides on and drives this wheel so its eccentricity causes the grinding wheel to shift side-to-side about once per second. Gravity plus a small spring (behind the motor) hold the spindle shaft against the wobbulator wheel.
The table tilt is quickly adjusted via the handle shown on the front of the case, referencing the degree scale on the right side. There are two handles on the right side of the case. The lower handle retracts the table away from the wheel to allow changing wheels. The upper handle is used to disable the wobbulator so small details can be ground easily. The upper handle is also used to relieve pressure on the wobbulator wheel so the spindle shaft doesn't leave an indent in its rubber surface while parked; just push the lever to the rear prior to turning power off - the lever then supports the power unit away from the wobbulator wheel until the unit is used again.
Diamond wheels are available in various grits from several sources. In addition, a lap can be used where a steel wheel has a brass face attached and diamond paste is used on this to lap cutting tools to a mirror finish. Owners also make steel wheels and glue fine carbide paper to them for a finish similar to a lap. Cutting lubricant, generally water based (but some owners suggest WD-40), is used with the plated diamond wheels to minimize loading and increase wheel life. Diamond wheels can be cleaned with scouring powder, water and a toothbrush.
The Grind-R-Lap spins its diamond wheel at low enough speed that it can grind HSS without damaging the wheel through heating. It is also effective on carbide and brazed carbide, where it can grind carbide and the supporting steel without harming the wheel, unlike most high speed diamond grinders.
It is less intimidating to use a Grind-R-Lap than a bench grinder because its low speed steel wheel can't fail catastrophically. Plus, it is a quiet machine to use and doesn't spray grit in the immediate area as typical bench grinders often do so it can be kept near other machines for easy access. Grinding residue generally falls down below the wheel and can be cleaned up easily because the feet provide clearance.
While a coarse (260 grit) diamond wheel cuts rapidly, rough grinding is generally done on a bench grinder followed by finish grinding on the Grind-R-Lap. A medium (600 grit) wheel is appropriate following the bench grinder; it leaves a nice finish and generally doesn't require further honing. When a finer finish is desired then a lap or carbide paper wheel is used. The hollow grind produced by the periphery of a bench grinder wheel can be refined very quickly on the Grind-R-Lap since only the cutting edge need be ground. Table tilt combined with a miter (not shown) allows grinding compound angles on bits.
I noted that after about 3 resharpenings on this unit, bits seem to remain sharp longer between resharpenings. My notion is that sharpening on a bench grinder overheats the cutting edge because there isn't enough material nearby to conduct the heat away. Resharpening on the low speed diamond eventually removes this slightly damaged HSS so the real HSS characteristics return. Not easy to verify this is what's going on but my tangential and parting tools seem particularly improved.
The Grind-R-Lap is designed for easy maintenance but this may be neglected because it continues to work well with minimal care. To dismantle, unplug power then tip the unit back onto a towel (to protect the paint).  The power unit is easily removed by disconnecting the spring pulling it toward the wobbulator wheel, then remove the rear threaded shaft that supports the power unit. The complete power unit can then be maneuvered off the front support and placed beside the case - the power unit's cord is long enough to allow this.
The power unit is easily removed by disconnecting the spring pulling it toward the wobbulator wheel, then remove the rear threaded shaft that supports the power unit. The complete power unit can then be maneuvered off the front support and placed beside the case - the power unit's cord is long enough to allow this.
The wobbulator wheel can be removed through the front of the case. The grease in the shielded ball bearing is often dried up; it is worth trying a little oil on the shield which may penetrate and free a frozen bearing. This worked on my unit and although it is clearly not perfect it now works fine and will likely go for quite a while because it only runs about 60 RPM. If this doesn't work out then it is a standard bearing and easily replaced. If the rubber tire on the wheel fails then a new tire must be fashioned since they aren't available. The wheel is 3/8" aluminum; the center of rotation is 1/8" from the wheel center.
The reversible motor needs occasional oiling according to its nameplate. The spindle bearings are shielded and could be replaced if they fail. It isn't clear how the spindle shaft is retained, it may simply be pressed into the bearings. Removal would be a learning experience :-) One source for replacement belts is McMaster-Carr.
The nut on the front power unit support had been backed off and not returned to what I assume is the correct position. This nut rusted onto the threads from liquid used on the wheel so I had to turn it down until the threads would peel off, then run a die over the 1/2-20 threads. I made two nylon nuts for the front and rear supports. Although there wasn't a nut on the rear support I felt there should be one because the wobble turned the support on its threads rather than pivoting on the bronze bearings. I used these nylon nuts to lock the supports to the case with the idea that the nylon wouldn't rust in place as the original nut did. Although grease is normally not used on grinders, I added a dab to the bearings supporting the power unit. The front support sets the clearance between the wheel and the table so thread it through until the wheel clears the table when the table is in its forward position. The rear support is spring loaded to accommodate this.
I removed the unit's table to re-paint; this required tapping the table's pivot pins out from the inside after removing the power unit. Some versions of the Grind-R-Lap use bolts instead of pivot pins so this can vary. Note that the table springs are right and left handed.
My unit didn't include a miter so I made a couple miters from scrap. The small one came first and isn't used much since I made the larger one. Frank Dorion provided info on making a Leonard type miter.
Grinding wheels for the Grind-R-Lap are available from (2023, Lapcraft) or National Diamond Lab but are over $100 each so I decided to try converting inexpensive lapidary disks for use with my Leonard grinder. I ordered three 6" disks, 120/400/1200 grit, offered as a bundle by BangGood for $15; they arrived in 11 days. These disks are about 0.040" thick steel so they're reasonably sturdy,
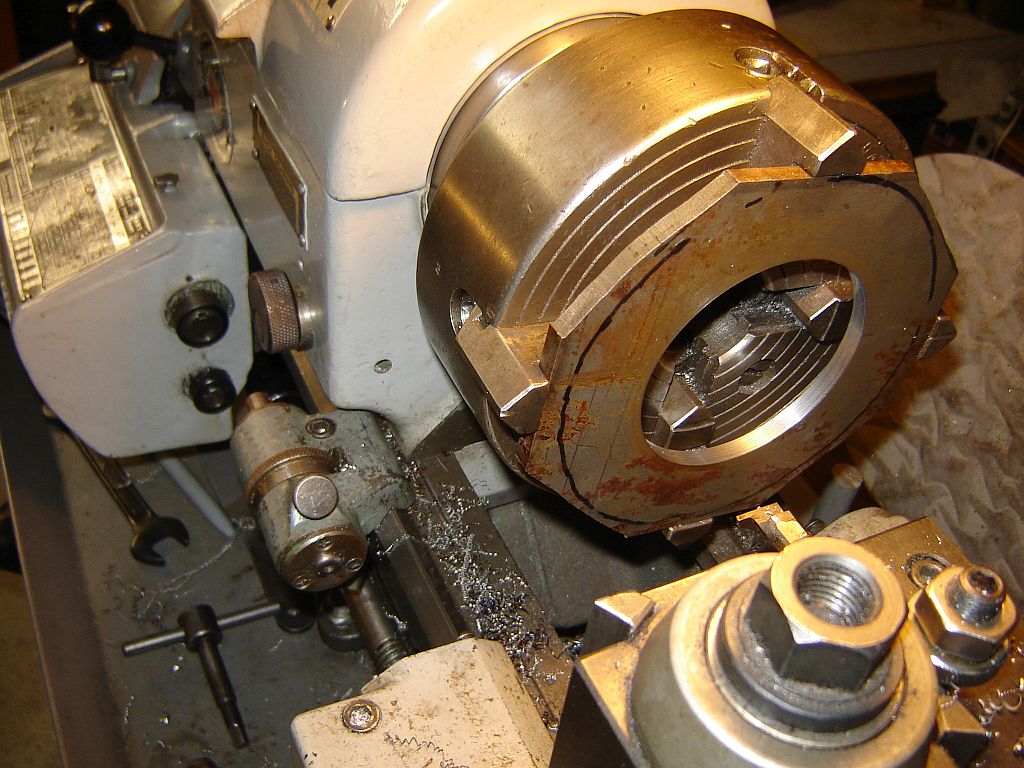 Wheels for the Grind-R-Lap are 5" in diameter with a 3" central hole; thickness is about 1/4" (and they are held on by magnets). I got a 5.5" by 30" piece of CRS at a local machine shop and cut 3 pieces 5.25" long from it. A center punch mark at the center of this rectangular piece was used to scribe a circle 5" in diameter and this was marked with a Sharpie to make it easy to see. The corners of the rectangle were removed with the bandsaw, much faster and easier than removing all that material with the lathe. The piece was centered in the 4 jaw, drilled to 1" and then bored to 3.005", picture at right.
Wheels for the Grind-R-Lap are 5" in diameter with a 3" central hole; thickness is about 1/4" (and they are held on by magnets). I got a 5.5" by 30" piece of CRS at a local machine shop and cut 3 pieces 5.25" long from it. A center punch mark at the center of this rectangular piece was used to scribe a circle 5" in diameter and this was marked with a Sharpie to make it easy to see. The corners of the rectangle were removed with the bandsaw, much faster and easier than removing all that material with the lathe. The piece was centered in the 4 jaw, drilled to 1" and then bored to 3.005", picture at right.
 To complete the outside of the wheel it was gripped on the inside of the 3" hole using the 3 jaw on the Rockwell and the outside was turned down to 5.15" -- the wheels were made a bit over size since there is room on the grinder for this and it allows using more of the 6" diamond wheels. It takes some time to turn the outside down because it is an interrupted cut and the RPM must be fairly low because the diameter is large - lots of hot chips so I rigged a shield to keep them off my hands during this process. This picture shows the first wheel complete, the second wheel with the central hole, and the raw material for the third wheel. I had read about internal strains in CRS being released during turning but had not seen a serious case until I turned the first wheel: it had a warp of near 20 thou which I had to face off - if you look closely you can see that a small amount of it remains. The other two wheels had only about 5 thou warp so the internal strains varied along the length of this piece of CRS.
To complete the outside of the wheel it was gripped on the inside of the 3" hole using the 3 jaw on the Rockwell and the outside was turned down to 5.15" -- the wheels were made a bit over size since there is room on the grinder for this and it allows using more of the 6" diamond wheels. It takes some time to turn the outside down because it is an interrupted cut and the RPM must be fairly low because the diameter is large - lots of hot chips so I rigged a shield to keep them off my hands during this process. This picture shows the first wheel complete, the second wheel with the central hole, and the raw material for the third wheel. I had read about internal strains in CRS being released during turning but had not seen a serious case until I turned the first wheel: it had a warp of near 20 thou which I had to face off - if you look closely you can see that a small amount of it remains. The other two wheels had only about 5 thou warp so the internal strains varied along the length of this piece of CRS.
 This picture shows the completed wheels along with the disks. The disks diameter needs to be reduced to approximately match the wheels. The center of the disks will be left intact since the wheels are thick enough so the disk center will not contact the central hub.
This picture shows the completed wheels along with the disks. The disks diameter needs to be reduced to approximately match the wheels. The center of the disks will be left intact since the wheels are thick enough so the disk center will not contact the central hub.
 A drive plate replaced the chuck and a piece of cardboard between the diamond side of the disk and the drive plate provided friction. The disk was centered and pressed against the drive plate by a rolling center. A threading tool was used to sort of trepan the disk along with a very thin (0.025") parting tool to complete the cut. The friction drive was weak so the tool would catch and stop the disk occasionally forcing the infeed rate to be very slow. As the cut started to break through this catching prevented completing the cut but at that point the surface plating was holding the pieces together so it was easy to simply pull the rim off the disk. I used an old, worn file to clean up the cut edge of each disk and then sanded the edge with 100 grit garnet paper. Note the paper towel used to catch most of the chips. Despite this, chips and little diamond glitters were observed on the QCTP and the compound; vacuuming removed most of the fugitive diamond dust but some stuck to oil on the dovetails and had to be wiped off. I avoided using my chip brush lest diamond get into the brush and later get into the works.
A drive plate replaced the chuck and a piece of cardboard between the diamond side of the disk and the drive plate provided friction. The disk was centered and pressed against the drive plate by a rolling center. A threading tool was used to sort of trepan the disk along with a very thin (0.025") parting tool to complete the cut. The friction drive was weak so the tool would catch and stop the disk occasionally forcing the infeed rate to be very slow. As the cut started to break through this catching prevented completing the cut but at that point the surface plating was holding the pieces together so it was easy to simply pull the rim off the disk. I used an old, worn file to clean up the cut edge of each disk and then sanded the edge with 100 grit garnet paper. Note the paper towel used to catch most of the chips. Despite this, chips and little diamond glitters were observed on the QCTP and the compound; vacuuming removed most of the fugitive diamond dust but some stuck to oil on the dovetails and had to be wiped off. I avoided using my chip brush lest diamond get into the brush and later get into the works.
 The picture at right shows the wheels with the disks reduced in size to fit the wheels. The rims removed may be useful as sharpening stones when cut into short sections. The disks were glued to the wheels by covering the wheels with double sided tape. The wheels were mounted on the 7x12's 3 jaw chuck via the 3" hole with about 1/16" extending out from the jaws. The covering was removed from the double sided tape on the wheel. The rolling center was placed about 1" from the chuck, the disk was held on the rolling center to center it and the rolling center was advanced toward the chuck until the disk contacted the double sided tape on the wheel - this ensured that the disk was accurately centered on the wheel. The wheel was removed from the chuck and the disk pressed firmly onto the tape. When all 3 wheels were done they were stacked with cardboard between them and a 20 pound weight was placed on top over night to allow the tape to grip fully. All surfaces were cleaned with carburetor cleaner prior to applying the tape.
The picture at right shows the wheels with the disks reduced in size to fit the wheels. The rims removed may be useful as sharpening stones when cut into short sections. The disks were glued to the wheels by covering the wheels with double sided tape. The wheels were mounted on the 7x12's 3 jaw chuck via the 3" hole with about 1/16" extending out from the jaws. The covering was removed from the double sided tape on the wheel. The rolling center was placed about 1" from the chuck, the disk was held on the rolling center to center it and the rolling center was advanced toward the chuck until the disk contacted the double sided tape on the wheel - this ensured that the disk was accurately centered on the wheel. The wheel was removed from the chuck and the disk pressed firmly onto the tape. When all 3 wheels were done they were stacked with cardboard between them and a 20 pound weight was placed on top over night to allow the tape to grip fully. All surfaces were cleaned with carburetor cleaner prior to applying the tape.
 This is my Grind-R-Lap wheel collection with the new wheels in the top row. The wheels I've been using are in the bottom row, at left is a Cold Grind CBN wheel of about 400 grit, center is a diamond wheel of 600 grit, and at right is a worn out wheel converted to a lap by gluing fine carbide paper to it.
This is my Grind-R-Lap wheel collection with the new wheels in the top row. The wheels I've been using are in the bottom row, at left is a Cold Grind CBN wheel of about 400 grit, center is a diamond wheel of 600 grit, and at right is a worn out wheel converted to a lap by gluing fine carbide paper to it.
Initially, these DIY wheels worked normally. I've been using them for a couple years now and they continue to work well. I use water with my GrindRLap wheels; some people use WD40 which might affect the double sided tape. The 400 grit wheel gets the most use.
This page was last modified
by John Moran, XHTML tweaker. If you have a comment on this site or its contents,
click here.
{kind=link}
{kind=link}
{kind=link}