* GadgetBuilder.com *
Last Modified:
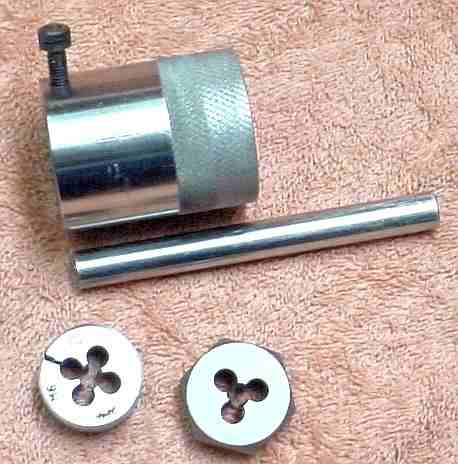
A die holder helps assure accurate alignment when threading a turned part. Most of my small dies are 1" diameter so when I came across a 1.8" long nubbin of 1.5" SS round stock it seemed a natural for a die holder -- no hacksaw required. I look at this as letting serendipity do the hard part of the work.
The SS piece was faced on each end and center drilled, then through drilled. This through bore was enlarged to 1cm since I had some 1cm rod liberated from a dead line printer, 1/2" drill rod would work nicely too. This through hole was bored to 1 inch on one end, deep enough to accept a die. The part was reversed in the chuck and I tried to knurl it - it was larger than my knurler would accommodate so I settled for a light doubled knurl which has actually worked well, providing a good grip when threading. The die holder was then cross drilled and tapped 10-32 such that the lock screw would mate with the dimple in the die's edge. A section of my 1cm stock was cut off, faced on both ends and chamfered one end. So far I've been able to turn the die by hand but if larger threads are needed the holder can be cross drilled for a tommy bar.
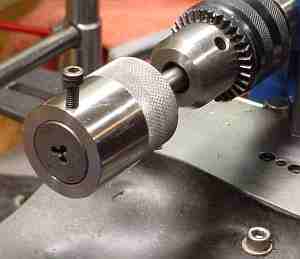 In use, the 1cm rod is held in the tailstock chuck. The die holder, with die installed and secured, is placed over this rod and slid on until the die is against the rod. The tailstock is moved up until the die touches the work and locked in place. The chuck and die holder are then turned by hand to thread the part. If necessary, a wood block can be used under a chuck jaw so both hands can be applied to turn the die holder. A tommy bar is an option for larger threads, as noted earlier.
In use, the 1cm rod is held in the tailstock chuck. The die holder, with die installed and secured, is placed over this rod and slid on until the die is against the rod. The tailstock is moved up until the die touches the work and locked in place. The chuck and die holder are then turned by hand to thread the part. If necessary, a wood block can be used under a chuck jaw so both hands can be applied to turn the die holder. A tommy bar is an option for larger threads, as noted earlier.
Serendipity worked a bit more when I noticed that the 1cm rod in the die holder was only slightly longer than needed for a gauge to set tool height, something I had been planning to make but never got around to. I adjusted the unchamfered end to make it the desired length for a height gauge.
 The rod alone would drop through the center slot in the ways so it is secured in the die holder by placing them upright on the ways and tightening the screw (no die installed) to lock the rod (unchamfered end up) in the die holder and even with the bottom end. Which explains the overly long screw in the picture -- it handles both applications.
The rod alone would drop through the center slot in the ways so it is secured in the die holder by placing them upright on the ways and tightening the screw (no die installed) to lock the rod (unchamfered end up) in the die holder and even with the bottom end. Which explains the overly long screw in the picture -- it handles both applications.
Eventually, I'll bore the other end of the die holder to accept hex dies which are 1" across the flats. To thread long rods, end drill the 1cm guide rod so the part being threaded can pass through; this will require moving the tailstock periodically to maintain the die holder on the guide rod. To thread really long rods, support the guide rod in the boring bar holder and advance the carriage as needed.
I knew that the tailstock on my lathe was about 2.5 mils above center but was surprised to see that this showed clearly when comparing the gauge to a dead center in the tailstock. The headstock was shimmed to correct this.